

發布日期:2026-04-06 瀏覽次數:次
一、產品介紹:
僅適用於粘固水門汀用於(yú)評(píng)估水門(mén)汀固化後形成的薄膜厚度。薄膜厚度是影響(xiǎng)修複體能(néng)否完全就位、邊緣密合性的關(guān)鍵。
二、執行標準:
符合標準YY 0271.1-2016附錄C薄膜(mó)厚度的測試(僅適用粘固水門汀)
三、技術參(cān)數:
參數項 | 規格 |
控製係統 | 工業級PLC |
操作界麵 | 彩色7寸觸摸屏,支持(chí)中英文菜(cài)單切換、實時動態顯示及數據存儲 |
操作方式 | 全觸控操作,可設置、調用、修改測試程序 |
打印機 | 嵌(qiàn)入式打印機 |
垂直加載載荷 | 150±2N(平穩施加且無旋轉發生) |
精度 | 1μm |
保壓時間 | ≥10 min |
玻(bō)璃板平(píng)板 | 方形或圓形 |
接(jiē)觸麵(miàn)積 | (200±25)mm2 |
電源電壓 | AC220V 50Hz |
自製軟件,實時監測,可USB導出結果,可連接電腦 | |
四、實驗步驟
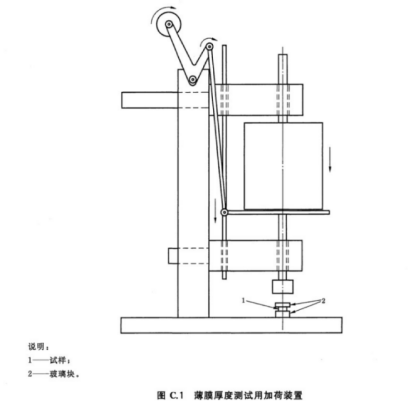
(1)將兩塊透(tòu)明玻璃平板重疊接(jiē)觸在一起,測量其厚度,精確到1μm,記為讀數A。移開上(shàng)麵的玻璃(lí),將(0.10±0.05)mL水門汀置於下一塊玻璃板的正中位置,並將其放(fàng)置在加荷(hé)裝置的基座(zuò)麵板上,並處於(yú)加荷裝置的(de)中央正下方(fāng)位置。再將上麵的玻璃板按照原來測量時的方向放(fàng)置在水門汀的正中位(wèi)置。
(2)在生產廠聲稱的工作時間結束前10 s,小心(xīn)地通過(guò)上部的玻璃板垂直正(zhèng)中向受(shòu)試(shì)水(shuǐ)門汀試樣施加(150士2)N壓力,確保(bǎo)水門汀(tīng)完全充(chōng)滿兩塊玻璃板(bǎn)之間。施加壓力(lì)保持至少10min,除去負荷,測量合在一起的兩片玻璃板及水門汀薄膜的厚度,記為(wéi)讀數B。
(3)計(jì)算(suàn)有、無水門汀薄膜時的兩塊玻璃板總厚度之差(讀數B-讀數A),並將此記為水門汀薄膜的厚度。重複進行上述試驗四次。
五、基本配置:
主機一台
說明(míng)書1份;
合格證1份;
保修(xiū)卡(kǎ)1份(fèn);
簽收(shōu)單1份;
銘(míng)牌1塊;
宣傳冊若幹;

一、產品介紹:
僅(jǐn)適用於粘固水門汀用(yòng)於評估水門汀固(gù)化(huà)後形成的薄膜厚度。薄膜厚度是影響修複體能否完全就位、邊緣密合性的(de)關鍵。
二、執行標準:
符合標準YY 0271.1-2016附錄C薄膜厚度的測試(僅適用粘固水門汀)
三、技術參數(shù):
參數項 | 規格(gé) |
控(kòng)製係統(tǒng) | 工業(yè)級PLC |
操作界麵 | 彩色7寸觸摸屏,支持中英文菜單切換(huàn)、實時動態顯示及數據存儲 |
操作方(fāng)式 | 全觸控(kòng)操作,可設置、調用、修(xiū)改測試程序 |
打印機 | 嵌入式打印機(jī) |
垂直加載載荷 | 150±2N(平穩施加且無旋轉發(fā)生) |
精度 | 1μm |
保壓時間 | ≥10 min |
玻璃板平板 | 方形或圓形 |
接觸麵積 | (200±25)mm2 |
電源電壓 | AC220V 50Hz |
自製軟件,實(shí)時監測,可(kě)USB導出結果,可連接電腦 | |
四、實驗步驟
(1)將兩塊透明玻璃(lí)平板重疊接觸在一起,測量其厚度,精確到(dào)1μm,記為讀數(shù)A。移開上麵的玻璃,將(0.10±0.05)mL水門汀(tīng)置於下一塊玻璃板的正中(zhōng)位置,並(bìng)將其放置在加荷裝置的基座(zuò)麵板上,並處於加荷裝置的中央正下方位(wèi)置。再將上麵的玻璃板按照原來測量時的方向放置在水門汀的正中(zhōng)位(wèi)置(zhì)。
(2)在生產廠聲稱的工作(zuò)時間結束前10 s,小心地通過上部的玻璃板垂直正中向受試水門汀試樣施加(150士2)N壓力,確保水門汀完(wán)全充滿兩塊玻璃板之間(jiān)。施加壓力保持至少(shǎo)10min,除去負荷,測量合在一起的兩片(piàn)玻璃板及水門汀薄膜的厚度,記為讀數B。
(3)計算有、無水門汀薄膜時的兩(liǎng)塊玻璃板總厚度之差(讀數B-讀數A),並將(jiāng)此記為水門(mén)汀薄(báo)膜(mó)的厚度。重複進(jìn)行上述試驗四次。
五、基本配置:
主機(jī)一台
說明書1份;
合格證1份;
保修卡1份;
簽收單1份;
銘牌1塊;
宣(xuān)傳冊(cè)若(ruò)幹;

客服微(wēi)信二維碼(mǎ)

服務熱(rè)線